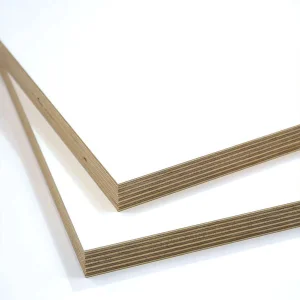
Structural Engineered Veneers & Custom Panels
High-precision substrates engineered to exact industrial parameters, delivering superior core integrity, balanced ply construction, and premium performance.




Strategic Industrial Report: Defining Unfinished Plywood Standards
The bedrock of international structural construction and furniture manufacturing, analyzed from a perspective of raw compliance and macro supply chain optimization.
In the contemporary B2B procurement environment, selecting a China best unfinished plywood manufacturer & supplier transcends a simple commercial transaction. It involves securing a critical node in an international production chain. Unfinished plywood, often designated as mill-run or raw structural sheeting, is the mechanical foundation for architectural cabinetry, structural concrete framework, partition systems, and heavy-duty logistics packaging.
China's dominance in this industry is supported by a comprehensive ecosystem that combines sustainable forestry practices, advanced resin synthesis, and digital calibrating machinery. Raw wood species such as poplar, eucalyptus, pine, and birch are peeled, dried, and cross-banded under strict humidity controls. By utilizing advanced thermal pressing profiles, manufacturers can deliver panels with minimal core voids, consistent thickness tolerance, and low internal stresses, ensuring flatness and dimensional stability during subsequent processing or lamination.
For international buyers, the primary indicator of quality lies in the balance between the moisture content of the inner cores and the performance properties of the bonding adhesives. Optimal panels present moisture levels strictly within the 8% to 12% range, protecting the substrate against delamination, warping, and mold growth. As global markets transition toward stricter environmental rules, including the U.S. EPA TSCA Title VI and European E1/E0 standards, top-tier Chinese manufacturers are implementing advanced low-emission and bio-based adhesive formulas to provide high performance without compromising safety.
Guangdong Regit Decor Co., Ltd.
Guangdong Regit Decor Co., Ltd. is a distinguished brand that reflects a profound dedication to the natural world, craftsmanship, and artistic excellence. Rooted in the guiding principle of “understanding nature’s great love and conveying its beauty,” the company places sustainability at the heart of its product development. With a harmonious blend of natural aesthetics and practical functionality, Regit Decor has established itself as a leader in innovative and sustainable design, continually pushing the boundaries of what high-end decor can achieve.
At Regit, sustainability is not just a commitment—it is a core value that shapes every facet of the brand. We take great care in selecting materials that not only meet international environmental standards but also offer exceptional performance and durability. Whether it’s plywood for structural furniture frames, particle board and chipboard for foundational use, each material is chosen with the utmost attention to environmental impact, ensuring minimal resource waste and maximum efficiency. Through advanced processing techniques, we preserve the natural textures and stability of each material, elevating them into products that are as functional as they are beautiful.

Performance Engineering & Melamine Integration
One of the key elements that sets Regit Decor apart is our innovative use of melamine board, which is carefully integrated into our designs. Known for its wear-resistant and moisture-proof characteristics, melamine board significantly enhances the longevity and resilience of our products. Beyond functionality, its diverse range of colors, patterns, and finishes allows us to infuse natural textures with aesthetic beauty, offering products that are both practical and visually striking. This fusion of nature and design creates pieces that are timeless and sustainable, elevating the spaces they inhabit.
Smart Manufacturing & Digital Processes
Furthermore, Regit Decor is committed to integrating cutting-edge digital technology into the design and manufacturing process. By harnessing the power of digital tools, we are able to push the boundaries of traditional materials, reimagining the potential of plywood, particle board, chipboard, and melamine. This technology allows us to create products that are not only highly functional but also visually unique, breaking new ground in the high-end decor industry.
Macro Industry Solutions & Global Sourcing Realities
How our technical products resolve critical material challenges for distributors, construction companies, and cabinet manufacturers globally.
Commercial Millwork & Furniture
Custom high-end cabinetry requires substrates that will not cup or bow when laminated with premium hardwood veneers or high-pressure laminates (HPL). Our calibrated eucalyptus and poplar core products offer flat surfaces and stable core densities, resolving thickness variations and core telegraphing issues.
Infrastructure & Concrete Formwork
From F17 certified structural formply to phenolic film-faced sheets, our boards are engineered for structural load-bearing performance and high pour repetition cycles. Moisture barriers prevent water absorption, protecting the internal wood veneers from structural breakdown.
Marine & Coastal Construction
Using boiling waterproof (WBP) phenolic resins alongside selected, void-free core veneers, our marine-grade plywood products comply with strict international moisture defense standards. Ideal for high-humidity environments, yacht building, and heavy-duty shipping containers.

Advanced Manufacturing Workflow & Precision Machinery
A visual technical walkthrough of our manufacturing infrastructure, showing the transformation from sustainable logs to high-performance engineered panels.






Refined Heavy Processing Equipment Fleet





Localization Support & Compliance Assurance
Managing trade requirements through certified raw material sourcing, emission control verification, and structural validation.
North American Markets (EPA TSCA & CARB II)
All structural sub-flooring, CDX sheathing, and cabinet-grade plywood bound for the United States and Canada comply with the Formaldehyde Emission Standards. Our panels undergo regular chamber testing to guarantee levels remain below the 0.05 ppm threshold required for hardwood plywood.
European & British Standards (CE EN 13986 & BS 1088)
For infrastructure and construction clients, our concrete formply and marine panels bear the CE mark, proving suitability for structural use in permanent construction under EN 13986. Marine-grade variants strictly comply with the BS 1088 standard for multi-ply wood construction using WBP glues.
Architectural Veneers, Performance Cores & Timber Beams
Engineered options spanning decorative natural face overlays, engineered structural pine, moisture-resistant eucalyptus core compositions, and LVL timber beams.








Technology Roadmap & Future Outlook
Investing in key manufacturing advancements to drive resource optimization and structural performance.
MDI & Bio-Adhesive Evolution
Moving away from standard aldehyde resins toward MDI (Methylene Diphenyl Diisocyanate) and natural lignin-based adhesive systems. This ensures panels achieve E0 emission levels while maintaining bonding strength in wet conditions.
AI-Powered Defect Scanning
Integrating digital cameras and sensor arrays into peeling and drying lines. Computer vision identifies knots, splits, and density changes in real-time, allowing automatic repair or precise sorting for engineered cores.
Carbon Footprint Audits
Adopting product life cycle tracking from raw timber to finished board. Providing international B2B clients with audited Environmental Product Declarations (EPD) to support green building standards like LEED and BREEAM.
Technical Sourcing Q&A
Expert technical answers addressing common procurement questions, material specifications, and quality verification standards.
Poplar core is lightweight, relatively soft, and easy to cut, making it ideal for interior furniture components and structural backing where weight is a factor. Eucalyptus core is denser, heavier, and has higher bending strength, making it suitable for high-load structural plywood, marine boards, and concrete formwork that require minimal thickness compression.
On automatic HPL or melamine lamination presses, variations in thickness can cause uneven pressure, leading to dry spots or weak bonds. We use double-sided calibration machines to sand the raw boards down to a consistent thickness tolerance of ±0.1mm to 0.2mm, depending on client specifications.
Under British Standard BS 1088, marine plywood must use wood species with natural decay resistance, contain zero overlapping veneer cores, and have no voids larger than 1.5mm. It must be bonded using Boiling Water Proof (WBP) phenolic adhesives that pass a 72-hour boiling test, ensuring performance in marine hulls and wet conditions.
The letters designate veneer quality: "C" represents the face veneer grade (knots are plugged and sanded), "D" represents the back veneer grade (allows visible knots and small splits), and "X" stands for exposure, meaning the board uses moisture-resistant exterior glues designed to withstand temporary moisture exposure during construction.
If the moisture content is too high (above 14%), the core veneers can delaminate under high temperature pressing as steam forms pockets of gas. If it is too dry (below 6%), the wood can absorb moisture from the air, causing warp or board movement. We dry and condition raw veneers to maintain a target moisture content of 8% to 12%.